Onderhoud MIG/MAG apparatuur
Van alle lasprocessen wordt het MIG/MAG proces wereldwijd het meeste toegepast. Op deze pagina vindt u een aantal handreikingen om het hoofd te bieden aan onderdelen gerelateerde problemen. Tevens besteden we aandacht aan enkele belangrijke delen van de apparatuur, waarbij we voorbij gaan aan de keuze van de stroombron.
Het MIG/MAG proces wordt het meest toegepast omdat deze methode zoveel voordelen ten opzichte van de andere processen in zich heeft. Enkele hiervan zijn de hoge productiviteit, gekoppeld aan een constante kwaliteit en een breed scala van industriële toepassingen bij veel materiaalsoorten en materiaaldiktes.
Het proces leent zich, door de halfautomatische besturing uitstekend voor een eenvoudige integratie in een gemechaniseerde-, gerobotiseerde- of automatische lasstraat. Al deze eigenschappen hebben ertoe geleid dat veel bedrijven het MIG/MAG lassen alleen al zijn gaan toepassen voor het verkrijgen van een verbeterde productiviteit.
Beheersbare kosten en een reproduceerbare, verantwoorde kwaliteit zijn hierbij de sleutelwoorden. De moderne elektronische besturingen hebben er mede toe geleid dat het MIG/MAG proces aan het begin van de 21e eeuw één van de meest toegepaste lasprocessen is. Aan het begin van de tachtiger jaren heeft dit ook al geholpen bij de introductie van de bekende synergische MIG/MAG installaties. Synergisch MIG/MAG lassen in zijn meest eenvoudige vorm levert een besturingssysteem op waarbij, na invoering van bijvoorbeeld de draadsoort en de draaddiameter de juiste lasparameters automatisch ingesteld worden. Deze voordelen zijn zeker één van de oorzaken van de populariteit van het proces.
Echter, hoe complex het proces of de stroombron ook moge zijn, het merendeel van de problemen rond het gebruik van het MIG/MAG lassen zijn terug te voeren naar de draadaanvoereenheid, het laspistool en het slangenpakket.
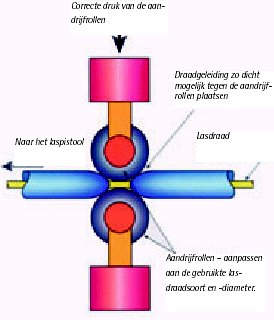 |
De draadaanvoereenheidBij het verkrijgen van een succesvolle toepassing van het MIG/MAG proces is dit wellicht het deel van de installatie, waaraan de minste aandacht besteed wordt. Zo komt het zelden voor dat de aandrukkracht van de rollen de juiste is voor het gebruikte draadtype. Ook de gekozen draadgeleiding in het slangenpakket, die er toch voor moet zorgen dat de draad probleemloos van de draadhaspel naar het laspistool getransporteerd wordt, is vaak van het verkeerde type. Daarnaast is de lengte vaak niet goed - te kort of te lang - en past de inwendige diameter niet bij de gebruikte lasdraad. |
Slangenpakket
De verbinding tussen de draadaanvoereenheid en het slangenpakket moet regelmatig op losse aansluitingen gecontroleerd worden. Dit is vooral zinvol als de draadgeleiding in het slangenpakket vervangen is.
Losse verbindingen leiden meestal tot oververhittingproblemen, maar veel belangrijker, de elektrische weerstand zal direct leiden tot een sterk fluctuerende boogspanning wat weer een directe, negatieve invloed op de laskwaliteit zal hebben. De gebruikte draadgeleiding moet niet alleen voor de gebruikte draadsoort en draaddiameter geschikt zijn, maar bovendien van de juiste lengte. In de praktijk komt het vaak voor dat de lasser de draadgeleiding te kort afknipt, met als gevolg kans op draadstoringen.
Daarnaast is het regelmatig schoonmaken van de draadgeleiding noodzakelijk. Een overmatige opeenhoping van vuil als gevolg van draadslijtage in de geleiding zal zeker leiden tot een noodzakelijke hogere druk op de aandrijfrollen voor het transporteren van de draad en zal ook zeker draadstoringen tot gevolg hebben. Niet vaak wordt de druk van de aandrijfrollen zover opgevoerd, dat een vervorming van de draad optreedt met daardoor weer draadstoringen als gevolg. De traditionele manier om de draadgeleiding schoon te maken is, deze met behulp van gecomprimeerde lucht schoon te spuiten.
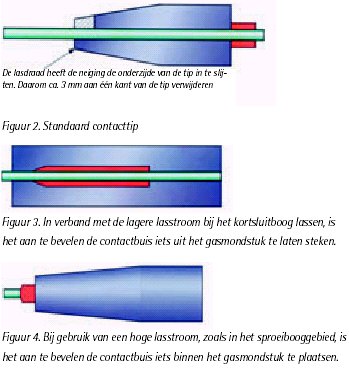
ContacttipOok de contacttip, het onderdeel dat er voor zorgt dat de benodigde lasstroom op de lasdraad overgebracht wordt, verdient de nodige aandacht. In de praktijk komt het gebruik van een te grote contacttip toch nog regelmatig voor. Voor storingsvrij lassen is het gebruik van een tip die afgestemd is op de gebruikte lasdraadsoort en lasdraaddiameter noodzakelijk. Doordat de lasdraad tijdens de doorvoer, slijtage aan de tip zal veroorzaken is een regelmatige vervanging noodzakelijk. GasmondstukHet laatste onderdeel van de lastoorts waaraan de nodige aandacht besteed dient te worden is het gasmondstuk. Allereerst moet deze zo schoon mogelijk en vrij van lasspatten gehouden worden. Is dit niet het geval, dan zullen de aanwezige spatten turbulentie in de gasstroom veroorzaken, waardoor de kans op poreusheid in de las toeneemt. |
|
Samenvatting
Het succes van het MIG/MAG proces is in grote mate afhankelijk van een goede, constante draadsnelheid. Deze kan beïnvloed worden door het niet goed functioneren van de draadaanvoereenheid, de lastoorts en het slangenpakket, met alle negatieve effecten van dien. Door dagelijks gedurende slechts een korte tijd de nodige aandacht te besteden aan de conditie en instelling van deze onderdelen van de lasinstallatie, zal door het sterk verminderen van hinderlijke draadstoringen een merkbare stijging van de productiviteit optreden.